


目前,激光-等离子弧复合焊仍处于研究与开发阶段,在工业生产方面还没有得到大范围的应用。激光-等离子弧复合焊在焊接速度和间隙能力方面具有一定的优势,具有较好的工业应用前景。但是铝合金焊缝成形质量控制以及中厚板铝合金填丝等问题仍然需要进一步研究与解决。
2.2等离子弧-MIG复合焊
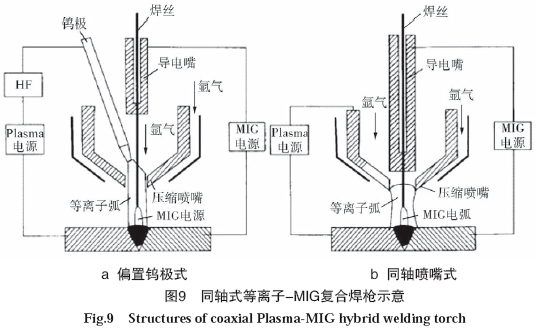
等离子弧-MIG复合焊接是由荷兰飞利浦实验室的Essers等研究员于1972年首次提出[38]。依据两个热源的空间位置,按照形成等离子电弧的方式将等离子-MIG复合焊分为两种:同轴式和旁轴式。同轴式复合焊工艺包括偏置钨极式和同轴喷嘴式两种焊枪结构,如图9所示。同轴式MIG焊丝被等离子弧包围,一定程度提高了焊丝熔化速率和熔滴过渡频率,减少了焊接飞溅。
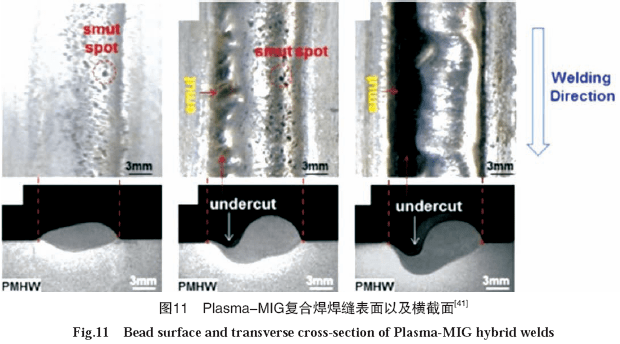
截止目前,同轴式等离子弧-MIG复合焊接已经得到了广泛的研究。Jelmorini等人[39]研究了等离子弧-MIG复合焊焊丝熔化率与电流的关系。研究表明,复合焊接的焊丝熔化率高于MIG焊的焊丝熔化率。由于等离子电弧对MIG焊丝具有预热作用,致使焊丝的电阻率升高,大幅度提高了焊丝的电阻热,从而提高了MIG焊丝的熔敷效率。Ton[40]通过光谱分析了等离子-MIG复合电弧物理特性,复合电弧温度分布如图10所示,研究表明内弧和外弧的温度、成分有一定的差异,内弧的温度低且具有少量的金属蒸气,等离子电弧温度是MIG电弧的2倍。Lee等人[41]分析了等离子电流对复合焊缝表面缺陷的影响,结果发现当等离子电流超过200A时,将会产生不对称的焊缝并且出现黑色污点,如图11所示。与MIG焊对比发现,复合焊污点要少于单MIG焊。
虽然同轴式焊枪因结构原因,在薄板和中厚板焊接中具有一定优势,能够提高焊丝熔化效率和焊接质量,但是针对厚板结构仍然存在一些不足。有研究表明[42-43],同轴等离子-MIG复合热源与工件的接触面积大,导致热源对工件的加热面积大,产生的焊接熔池宽而浅。同时在大电流时焊丝尖端周围的电弧具有旋转趋势,使熔滴转移到熔池时分布在一个较宽的区域。这些特性都不利于产生大熔深的焊缝,不适合于厚板大热输入的焊接。
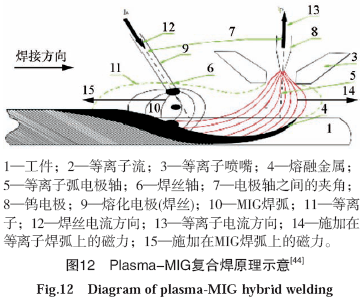
在厚板高强铝合金的结构中具有极大的应用前景的旁轴式等离子弧-MIG复合焊接于1995年由以色列激光技术公司成功研制与发展。等离子-MIG复合焊接工艺示意如图12所示。美国Cummins公司将等离子-MIG复合焊接工艺成功应用于排气管的自动焊接中,提高了焊接效率,降低了成本[44]。美国BabcockPower公司用等离子-MIG复合焊接工艺代替TIG焊,管接头的焊接效率提高了近10倍[45]。并且此焊接技术在风力发电的塔柱、大型船舶以及输油管道的焊接领域中得以应用[44]。
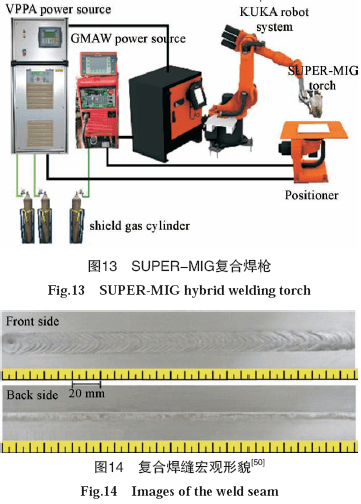
在国内,相继也进行了旁轴等离子-MIG复合焊接的研究。包学强[46]对等离子-MIG复合焊进行改造,开发了一体式脉冲等离子弧-MIG复合焊接,复合的两个电弧均为脉冲电弧,并通过对两脉冲电弧脉冲相位的控制,减小了等离子弧与MIG电弧的相互耦合作用。邵盈恺[47]建立了等离子弧-MIG复合焊接参数和熔深的定量关系。研究表明影响焊接熔深的顺序依次为MIG电流、等离子电流、焊接速度、离子气流量。与单MIG相比,复合焊接的热裂纹敏感性较小。韩永全等[48-49]首次采用Super-MIG焊枪组建了VPPA-MIG复合系统,如图13所示,并针对厚板高强铝合金开展了VPPA-MIG复合热源特性的系统研究,研究表明复合电弧电磁耦合对MIG电弧具有压缩效应,在正极性阶段,MIG电弧具有轴向压缩作用,除了复合电弧所受安培力外,MIG电弧还受到复合电弧耦合区的热挤压作用,在反极性期间,MIG电弧收缩较为明显。复合电弧的相互作用促进了熔滴的过渡速度,复合焊熔滴过渡速度以及熔滴动量大于单MIG焊,有利于获得较大的焊接熔深。孙振邦等[50]开发了适用于VPPA-MIG复合焊的组合式体积热源模型,并计算了复合焊接的热过程,结果表明MIG是决定复合焊接焊缝熔宽的主要因素,而VPPA是决定复合焊接穿透深度的主要因素。并优化获取了11mm厚铝合金平板对接焊缝,如图14所示。
2.3激光-MIG复合焊
激光-MIG复合焊接是目前最受业界瞩目、研究最广、应用最多的一种复合焊接技术。其主要特点是焊接熔深大、工况适应性好、易于填充金属以及焊接稳定性高等。近些年,国内外学者鉴于激光-MIG复合焊接的诸多优点对其焊接机理以及工业应用进行了研究。
在国外,Moriaki等[51]通过对激光-MIG复合焊电信号的分析,表明单电弧高速焊时,电压波动较大,而复合焊电压波动较小,焊接过程更加稳定。这是由于复合焊过程中存在匙孔,焊接区域的带电粒子数陡然增加,因而热发射容易,而且电弧也被明显压缩,弧柱能量密度增大。Vollertsen等人[52]首次采用大功率光纤激光-MIG复合焊焊接铝合金,4mm厚铝合金复合焊焊接速度可达到20m/min;8mm厚铝合金复合焊焊接速度可达到6m/min,焊接过程稳定,同时能够获得高质量的焊缝。Campana等[53]通过激光-MIG复合焊接试验探究了焊接参数对焊接稳定性的影响,并用高速摄像机对电弧和熔池图像进行采集。结果表明,在保证其他参数不变的前提下,热源间距保持在2~3mm时,两个热源可实现协同增益效果。在工业应用方面,德国大众汽车公司自主开发了激光-MIG复合焊接机头并将其用于铝合金汽车框架和轿车车门的焊接,如图15所示[54]。日本三菱重工公司也将同轴激光-MIG复合焊技术用于复杂结构车身的焊接[55]。同时在日本也建立了铝合金高速类列车激光-MIG焊接生产线[56],如图16所示。
国内同样开展了多方面激光-MIG复合焊接技术的应用研究。樊丁[57]等开发了激光-MIG旁轴复合焊接机头并进行研究,发现激光引起的等离子体能够促进电弧的稳定性,在较宽的工艺内,YAG激光-脉冲MIG复合焊接铝合金在提高焊速下能够获得成形美观的焊缝,复合焊熔深与单一激光焊相比提高4倍,与脉冲MIG焊相比提高1倍以上。高明等[58]定量探究了激光-MIG复合热源的相互作用,研究表明当热源间距小于4mm时,激光诱导等离子体与电弧等离子体的相互作用主导了热源相互作用,当热源间距大于4mm时,两个热源的相互作用主要为预热作用。激光与MIG电弧的最佳间距为1~2mm。长春轨道客车、唐山轨道客车以及中船重工725所也开展了激光-MIG复合焊接的应用研究,结果表明采用激光-MIG电弧复合焊接技术可实现铝合金结构件的优质焊接[59]。
/
3结论
铝合金VPPA焊和激光焊在国内外已经得到了多方面的广泛研究,人们基本掌握其热源特性、焊接机理以及工艺特性等,已经成为部分铝合金结构焊接的重要手段,并在航空航天、汽车工业、轨道交通领域得到了广泛应用。随着工业制造的发展需求,优质高效的新型复合焊接技术成为研究热点,高能束焊与传统电弧焊相互结合形成的复合焊接工艺充分集成各自的优点,有效地解决单一热源的诸多问题,能够实现现代制造业追逐的高效、高质量的焊接技术,具有潜在优势和发展前景。目前,VPPA-MIG复合焊和激光-MIG复合焊是国内外研究最多、最热的新型铝合金焊接技术,其中激光-MIG复合焊在汽车工业和轨道交通等部分领域得以应用,而VPPA-MIG复合焊正处于应用研究阶段,从目前的研究中可以看出,在军用高强装甲铝合金结构的焊接中VPPA-MIG复合焊具有极大的应用前景。然而,由于复合热源的复杂性,导致二者复合热源特性的研究还不够深入,制约了复合焊技术更广泛的应用。今后,复合热源耦合机理和复合电弧物理是其重要的研究方向。随着科研人员不断的钻研,未来复合焊接技术必将在高端装备制造中发挥更重要的作用。


")



